
Automated Warehouse: productivity, savings and security
New intelligent solutions for large warehouses make it possible to tailor systems relatively to every space and capacity requirement.
When there is a need to store large quantities of more or less bulky goods, industrial shelving can be replaced or supplemented with automated systems that can simplify picking and storage processes, save floor space and increase operator safety.
There are different solutions to choose from depending on the type of business being conducted.
Multi-column vertical warehouse
The multi-column vertical warehouse is designed for intensive storage. It is a vertically and horizontally modular system that allows the development of systems up to 15 meters high and up to 7 meters wide. The modular and flexible structure generates endless configurations that can be installed in any type of environment.
How is it composed?
It can consist of 2 up to 7 storage columns lined with paneling. Inside them are the trays on which to load goods, chosen according to size and capacity requirements.


Between the front stowage and the rear stowage we find the pick-up system: a mechanism equipped with an automatic gripping device for picking up, handling, and releasing trays in the bay and for subsequently relocating the trays within the facility.
There is a control console in the working bays through which to manage the vertical warehouse. The software can be installed on any mobile device for remote control as well.

Vertical warehouses for order picking
Multi-column vertical warehouses provide innovative systems for high-frequency storage and picking of light loads. This is made possible by the appropriate sizing of the trays according to the size and weight of the goods, and the handling technology. Each tray can be configured according to specific requirements through the addition of removable and movable totes, which are ideal for storing light materials and small parts.
Vertical warehouses are equipped with important safety systems. There are, in fact, flashing lights and horns, emergency pushbuttons, photocells and special automatic barriers that secure the operator while handling trays in the bay.
Compactable warehouse
The semi-automatic compact warehouse is designed for storing heavy and bulky loads.
It can also integrate with an existing racking system, saving up to 40 percent of warehouse space and increasing storage capacity by 80 percent.
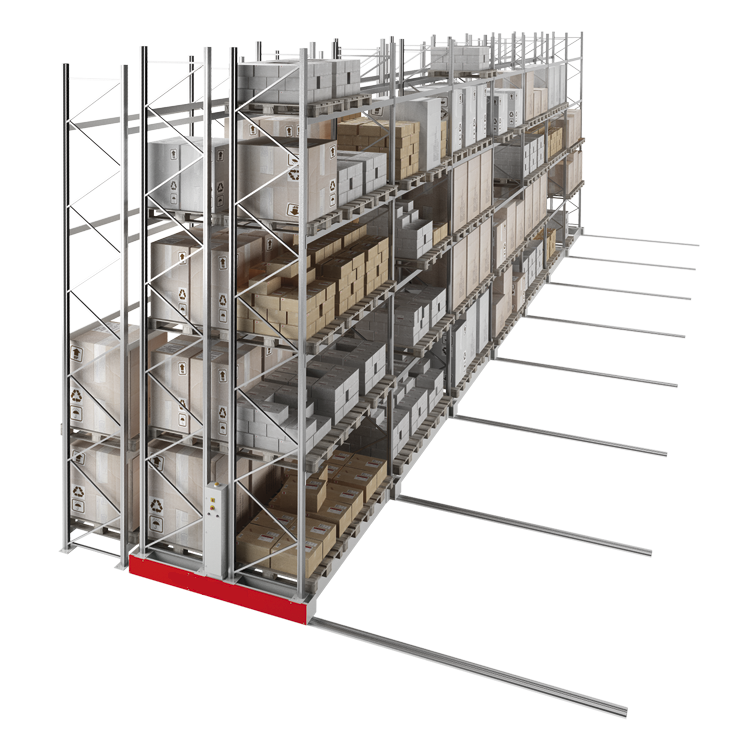
The racks are mounted on movable bases that slide on special rails.
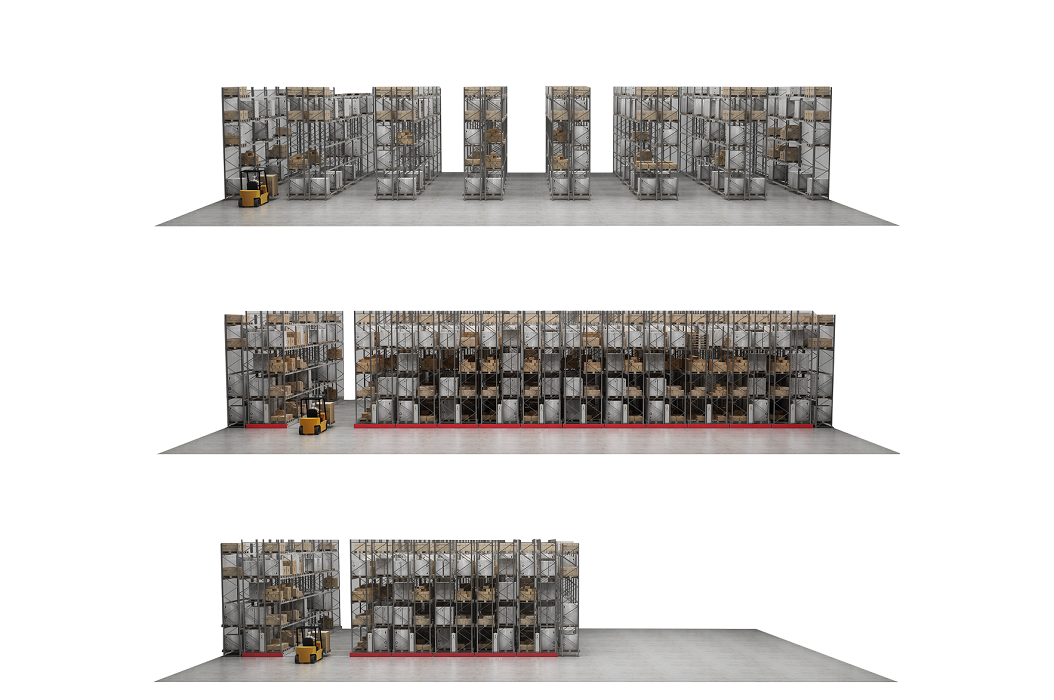
A decidedly attractive solution for lowering structural and management costs. In fact, expenses related to the internal handling of goods are reduced, accessing the stored material through the opening of only the aisle concerned.
The system is operated through software that can be installed on any type of device or through the use of buttons on the sides of the structure.
It is ideal for storing goods in normal, refrigerated (down to -40°) and explosion-proof (permaterial that is flammable and/or explosive) environments.
The compactable warehouse features a special earthquake-resistant base that isolates the overlying facility from the ground. In addition, numerous safety devices are installed there, such as flashing lights, acoustic signals and photocells. There are photoelectric barriers at the entrance to the plant that detect the entry and exit of each operator.